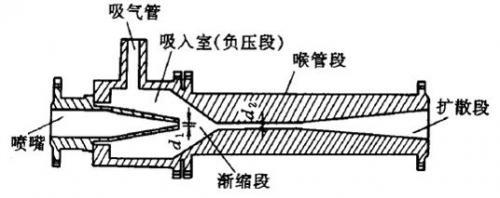
射流泵原理:工作流體從噴嘴高速噴出時��,在喉管入口處因周圍的空氣被射流卷走而形成真空��,被輸送的流體QS即被吸入����。兩股流體在喉管中混合并進行動量交換��,使被輸送流體的動能增加�,最后通過擴散管將大部分動能轉換為壓力能����。
射流泵使用環境:射流泵將井下積液排出至地面的一種排水采氣工藝�����。適用于井下積液井恢復生產��。最大排水量1500m3/d�,一般最大泵深3500m�。

用途:1).農場灌溉
2)石油化工污水排放
3)選礦工廠 礦場 礦洞積水排放
射流泵與離心泵區別:①真空泵是葉片旋轉形成真空抽力
②射流泵是靠高速水壓帶動形成的抽力
射流泵耐磨修復工藝
一�、制定修復方案:
1.根據新設備或圖紙確定修復后設備應達到的公差范圍�����。
2.根據工件施膠要求制作相對應的模具�����。
二�、表面處理:
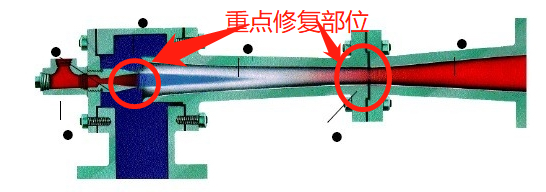
1. 對設備沖蝕缺損部位進行補焊���。
2. 脫脂��、除潮處理:去除工件表面的油脂�,使用新棉紗擦拭工件表面�����。
3. 噴砂除銹:去除工件表面的氧化層�����,目視檢查���,噴砂面可見均勻的金屬本色�����。噴砂處理完的工件不允許用帶油脂手套直接接觸噴砂面�����,噴砂處理后工件要注意防潮�。對不需要處理的部分��,做好遮蓋保護��。
三����、施膠工藝:
1.先預熱已噴砂的設備�����,將NPT-J-6-8或者NPT-J-I4/16#耐磨修復材料A����、B組份按4:1(重量)比例混合攪拌均勻(氣溫較低時�����,可以將A組份耐磨修復材料加熱至30~40℃��,使材料容易攪拌)����,用加熱后的涂敷工具將混合后的耐磨修復材料涂敷于設備磨損部位��,沿一個方向涂覆��。
2.初固后�,將設備專用面漆按比例充分混合攪拌�����,用塑料刮板將攪拌后的材料均勻涂覆在工件的表面��,進行表面處理�����,使工件表面平整����、光滑�����。
3.加溫固化:施膠完成的工件達到初固標準�����,放置加溫爐加溫至120℃���,計時3個小時����,達到完全固化���。
四����、研磨�、驗收:
1.研磨:加溫固化后的工件嚴格按照工件的尺寸進行研磨處理���,打磨至標準尺寸�����。
2.驗收:按照設備組裝標準組裝�,達到正常使用標準����。
3.噴漆:經檢驗合格后�����,對工件進行噴漆���,要求噴漆表面均勻�,不允許有流掛現象�。






 客服
客服